-

0755-23228334 18620311051
-


-

- EN
0755-23228334 18620311051
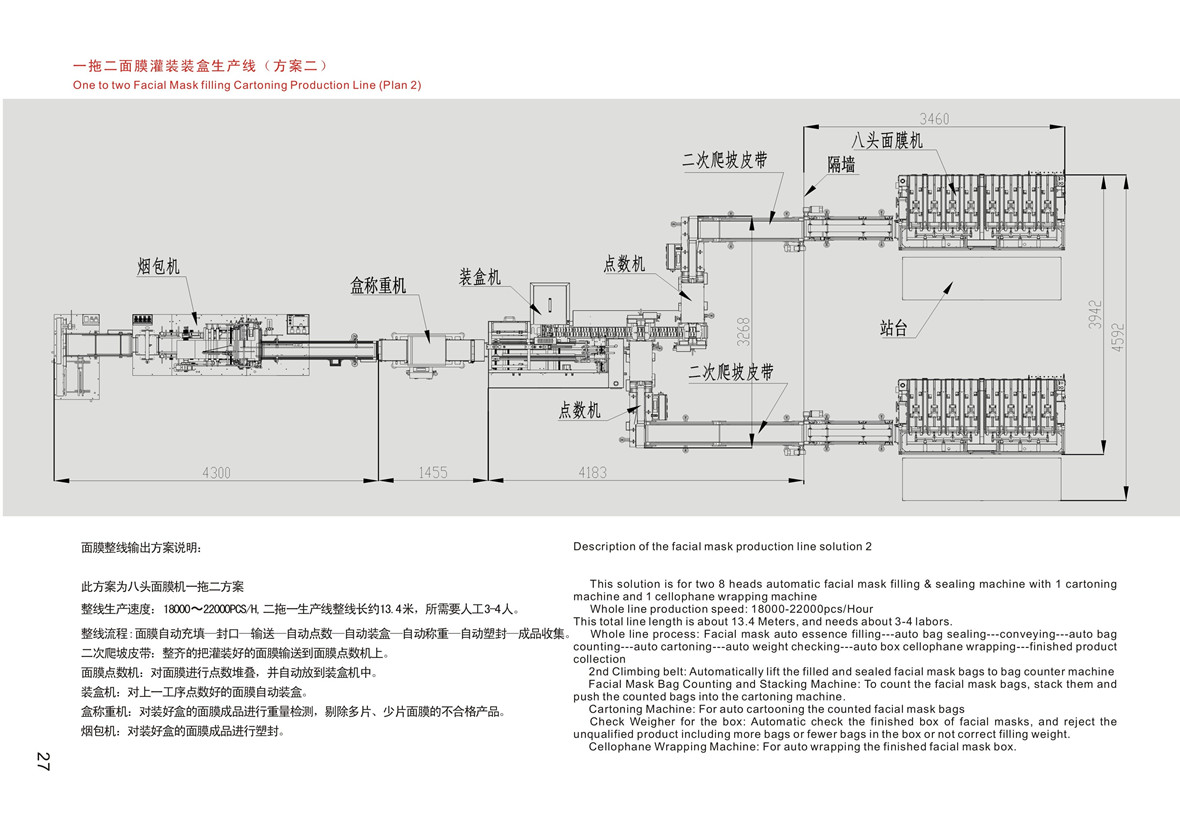
面膜整線輸出方案說(shuō)明:
此方案為八頭面膜機(jī)一拖二方案
整線生產(chǎn)速度:18000~22000PCS/H 二拖一生產(chǎn)線整線長(zhǎng)約13.4米,所需要人工3-4人。
整線流程:面膜自動(dòng)充填一封口一輸送一自動(dòng)點(diǎn)數(shù)-自動(dòng)裝盒-自動(dòng)稱(chēng)重一自動(dòng)塑封一成品收集,二次爬坡皮帶:整齊的把灌裝好的面膜輸送到面膜點(diǎn)數(shù)機(jī)上。面膜點(diǎn)數(shù)機(jī):對(duì)面膜進(jìn)行點(diǎn)數(shù)堆疊,并自動(dòng)放到裝盒機(jī)中。裝盒機(jī):對(duì)上一工序點(diǎn)數(shù)好的面膜自動(dòng)裝盒。
盒稱(chēng)重機(jī):對(duì)裝好盒的面膜成品進(jìn)行重量檢測(cè),剔除多片、少片面膜的不合格產(chǎn)品。煙包機(jī):對(duì)裝好盒的面膜成品進(jìn)行塑封。

面膜折疊入袋 灌裝 裝盒生產(chǎn)線工藝流程:
1.自動(dòng)取膜+高速折棉入袋一體機(jī) | 自動(dòng)取棉,自動(dòng)疊棉,自動(dòng)裝袋,自動(dòng)壓袋、無(wú)棉不折疊,無(wú)袋不裝袋,出錯(cuò)自動(dòng)報(bào)警,空袋檢測(cè) 產(chǎn)品輸出 送出產(chǎn)品輻照 輻照回來(lái)進(jìn)行2號(hào)下道工序。 |
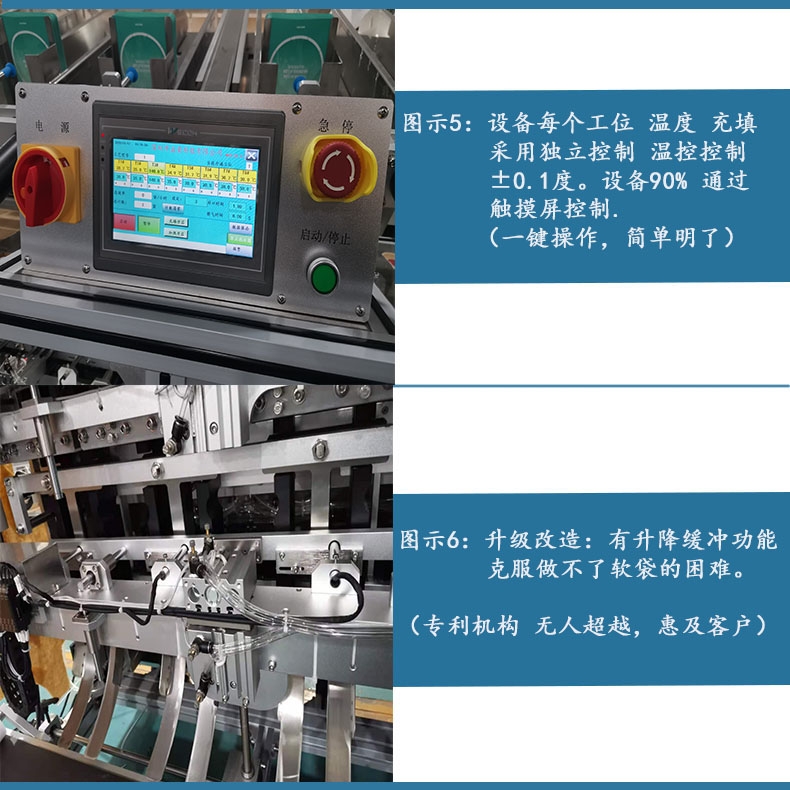
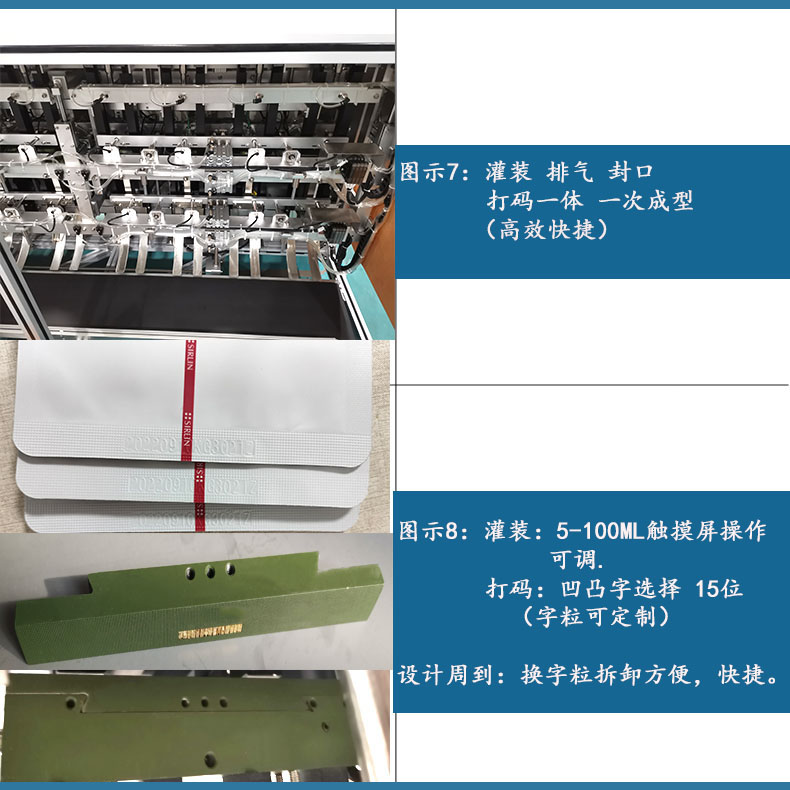
2.全自動(dòng)面膜機(jī): | 充填精華液,再對(duì)充填完精華液的面膜袋進(jìn)行封口和打碼。 |
3.爬坡輸送機(jī): | 把從全自動(dòng)面膜機(jī)生產(chǎn)出來(lái)的成品面膜提升到流水線高度。 |
4.稱(chēng)重機(jī):
| 對(duì)全自動(dòng)面膜機(jī)生產(chǎn)出來(lái)的成品面膜進(jìn)行重量檢測(cè),把重量不合格的面膜剔除(稱(chēng)重精度為±0.5g)。 |
5.面膜自動(dòng)裝盒機(jī)
| 自動(dòng)點(diǎn)數(shù)整理、自動(dòng)過(guò)線到裝盒機(jī),自動(dòng)下內(nèi)托成型,自動(dòng)將產(chǎn)品推入內(nèi)托,自動(dòng)彩盒開(kāi)盒、推內(nèi)托入盒彩盒、折耳,封盒成型為一體. |
6.煙包塑封機(jī) | 包裝膜經(jīng)切刀切成符合包裝物要求的長(zhǎng)度,包裝盒經(jīng)輸送機(jī)輸送,然后由推包板送入設(shè)備中進(jìn)行裹膜-折疊-熱封-上下整形,形成完整包裝,其包裝流程為:進(jìn)盒-推包-切膜-包膜-封口-折角-封邊-上下整形 |
工藝流程: 面膜灌裝封口打碼→面膜出料→理料點(diǎn)數(shù) →裝盒→ 封盒 →稱(chēng)重剔除 →煙包塑封→成品-出貨! | |
型號(hào) | 全自動(dòng)面膜機(jī)生產(chǎn)線整線 |
動(dòng)作流程 | 自動(dòng)下袋、自動(dòng)充填、自動(dòng)封口、成品輸出 |
溫度控制方式 | 觸摸屏參數(shù)控制 |
面膜軟袋功能 | 適應(yīng)軟袋 |
通道數(shù) | 8/10 |
生產(chǎn)效率 | 8頭9000-11000PCS/H(10頭115000-13500PCS/H)(視具體充填量而有所不同) |
面膜袋規(guī)格 | 寬95-165mm 長(zhǎng)120-220mm |
充填泵 | 電子齒輪泵 |
充填精度 | ±0.3G |
電源、功率 | 電源:380V/3Ph 功率:22KW |
氣壓 | 0.6Mpa |
設(shè)備尺寸 | 整線總長(zhǎng)13.5米 |



Recommended Products
手機(jī)網(wǎng)站二維碼



 粵公網(wǎng)安備 44030602003187號(hào)
粵公網(wǎng)安備 44030602003187號(hào)